工业视觉检测 实现制造业高速自动化发展的核心驱动力
在当今制造业追求智能化、柔性化与高效率的浪潮中,工业视觉检测技术已成为驱动产业升级的关键引擎。它超越了传统人眼的局限,通过先进的图像处理与机器学习算法,构建起一套精密、高速、可靠的自动化控制系统,为现代化生产线注入了前所未有的“智慧之眼”。
一、人眼的局限与机器视觉的崛起
传统制造环节的质量检测高度依赖人眼,但人类视觉存在生理与心理上的天然局限:注意力难以持久、效率与速度有限、评判标准易受主观影响,且无法处理海量的细微、高速信息。在追求“零缺陷”与“秒级响应”的现代工业场景下,人眼检测已成为生产效率和一致性瓶颈。
工业视觉检测系统则完美地弥补了这些不足。它通过高分辨率相机(“机器之眼”)捕捉产品图像,经由高速图像采集卡传输至处理单元,运用图像处理算法对目标特征(如尺寸、形状、颜色、位置、有无缺陷等)进行提取、分析与判断。整个过程毫秒级完成,不知疲倦,标准统一,实现了从“人眼判断”到“数据决策”的质变。
二、核心构成:图像、算法与自动化控制的无缝集成
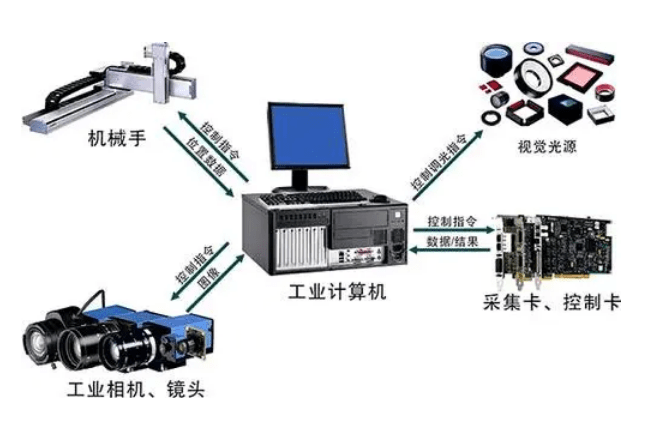
一套完整的工业视觉检测系统,本质上是图像处理技术、自动化控制技术与具体工业知识的深度融合。
- 图像采集层:这是系统的感知前端。根据检测需求(如精度、速度、环境),选择合适的工业相机(面阵/线阵)、镜头、光源及配套的机械结构。精妙的光源设计能突出目标特征,抑制干扰,为后续处理提供高质量的“原材料”。
- 图像处理与分析层:这是系统的“大脑”。利用图像处理算法(如滤波、二值化、边缘检测、形态学运算)对图像进行预处理,增强有效信息。通过特征提取、模式识别(传统算法或基于深度学习的AI模型)进行缺陷检测、字符识别(OCR)、尺寸测量、定位引导等核心任务。机器学习,特别是深度学习技术的引入,使得系统能够应对更复杂、多变的缺陷类型,具备强大的自学习与自适应能力。
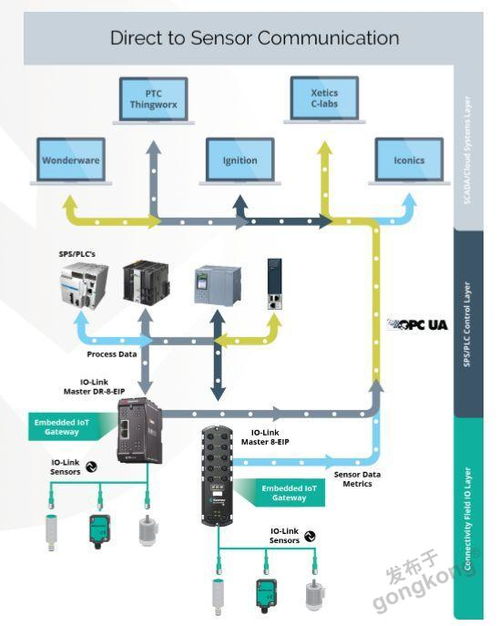
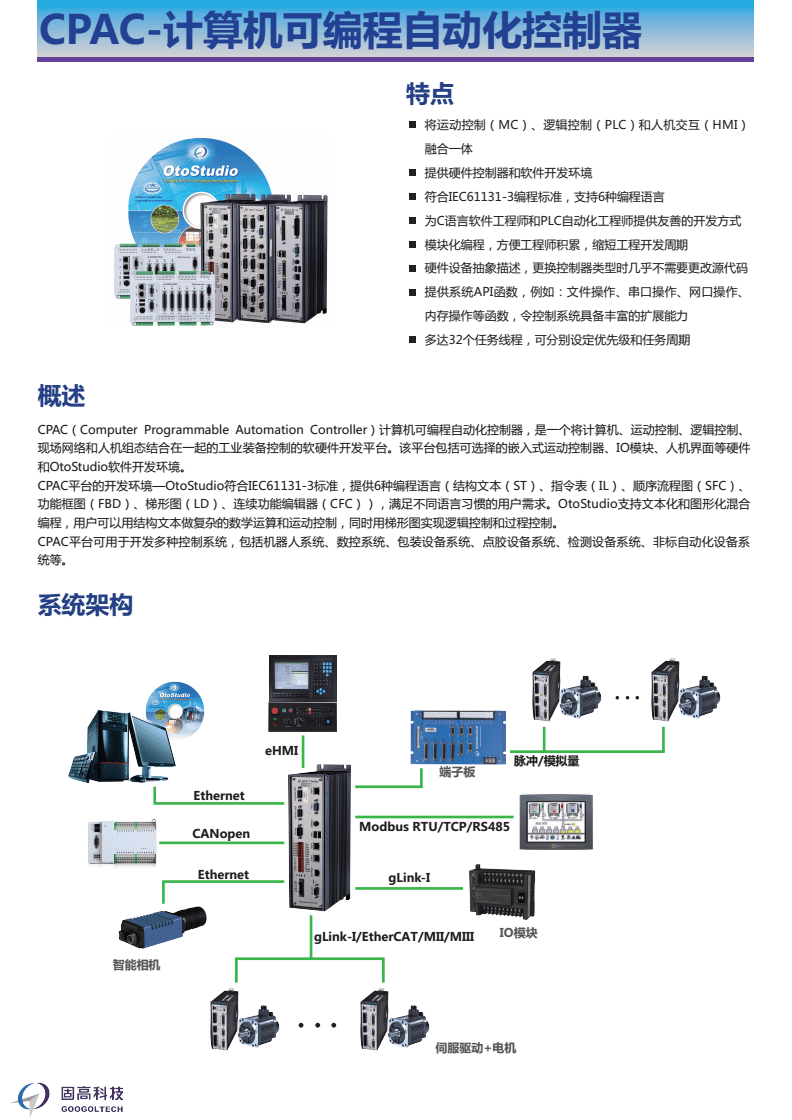
- 自动化控制与执行层:这是系统的“手脚”。处理分析的结果(OK/NG信号、坐标数据、测量值等)通过通讯接口(如Ethernet/IP、Profinet、RS232等)实时传送至PLC、机器人或运动控制等自动化控制系统。后者根据指令立即执行相应动作,如将不合格品剔除、引导机器人精准抓取与装配、记录生产数据并反馈至MES(制造执行系统),形成一个完整、闭环的智能控制流程。
三、推动制造业高速自动化发展的关键价值
- 极致效率与产能提升:视觉系统检测速度远超人工,可7x24小时不间断运行,显著提升生产线节拍与整体设备效率(OEE)。
- 百分百质量与一致性保障:实现全检而非抽检,检测标准客观统一,大幅降低漏检率与误判率,从源头保障产品质量,降低售后风险与成本。
- 高度柔性化生产:通过程序切换,同一套视觉系统可快速适应不同产品的检测需求,为小批量、多品种的柔性制造模式提供了强有力的技术支持。
- 数据驱动与过程优化:检测过程产生的海量数据可用于生产过程的深度分析,追溯问题根源,预测设备维护节点,为工艺优化与科学管理提供数据基石。
- 降低成本与解放人力:将工人从重复、枯燥、甚至有危害的检测岗位上解放出来,转向更具创造性的工作,同时减少因人为失误造成的材料浪费。
四、发展趋势与未来展望
工业视觉检测技术将向着 “更智能、更集成、更易用” 的方向深度演进:
- AI深度融合:深度学习算法将更广泛地应用于复杂缺陷分类与未知缺陷检测。
- 3D视觉普及:三维视觉技术能提供更丰富的空间信息,在精密测量、无序抓取等场景中发挥更大作用。
- 软硬件一体化与标准化:智能相机、一体化视觉传感器等设备将计算能力前移,简化部署。软件平台则更加开放、模块化,降低开发门槛。
- 与工业物联网(IIoT)深度互联:视觉系统作为关键数据节点,将更深度地融入工厂数字化网络,成为构建数字孪生、实现预测性维护的重要一环。
###
工业视觉检测,通过赋予机器“看”和“理解”的能力,成功地将人眼、图像与自动化控制系统融为一体。它不仅是替代人眼的工具,更是实现制造信息感知、智能决策与精准执行的使能技术。随着技术的不断突破与应用场景的持续拓展,工业视觉必将继续作为核心驱动力,引领制造业在高速自动化、智能化发展的道路上驰骋,最终迈向全面智能制造的崭新未来。